Всего материалов в каталоге: 3
Показано материалов: 1-3 | |
  Композитные материалы рождённые естественным процессом развития технологий, ростом требований и возникновением новых задач в самых различных отраслях деятельности человека приводят к неожиданным на первый взгляд технологическим решениям. Последнее время из космических и военных областей они стремительно проникают в нашу повседневную жизнь, в частности сочетание таких разных материалов какпластик и дерево позволяют получить новый уникальный материал обладающий лучшими свойствами исходных продуктов, позволяющий широко моделировать свои свойства прежде всего за счет своей композитной природы, иными словами мы имеем конструктор на подобие «лего» из которого можно собрать материал с какими угодно свойствами. В ситуации с древесно-полимерным композитом возникает ряд дополнительных факторов способствующих быстрому росту популярности этого продукта, таких как высокий рост стоимости нефти и как следствие подорожание её производных, что приводит к вытеснению аналогов из «чистых» пластмасс наполненными полимерами в частности ПХВ (PVC). Рост сознания людей в сфере экологии способствует бережному отношению к природе и как вследствие замещению изделий из цельной древесины композитными материалами состоящими из опилок, растительных волокон в некоторых случаях являющимися продуктом переработки вторичнsых ресурсов. Композитные материалы рождённые естественным процессом развития технологий, ростом требований и возникновением новых задач в самых различных отраслях деятельности человека приводят к неожиданным на первый взгляд технологическим решениям. Последнее время из космических и военных областей они стремительно проникают в нашу повседневную жизнь, в частности сочетание таких разных материалов какпластик и дерево позволяют получить новый уникальный материал обладающий лучшими свойствами исходных продуктов, позволяющий широко моделировать свои свойства прежде всего за счет своей композитной природы, иными словами мы имеем конструктор на подобие «лего» из которого можно собрать материал с какими угодно свойствами. В ситуации с древесно-полимерным композитом возникает ряд дополнительных факторов способствующих быстрому росту популярности этого продукта, таких как высокий рост стоимости нефти и как следствие подорожание её производных, что приводит к вытеснению аналогов из «чистых» пластмасс наполненными полимерами в частности ПХВ (PVC). Рост сознания людей в сфере экологии способствует бережному отношению к природе и как вследствие замещению изделий из цельной древесины композитными материалами состоящими из опилок, растительных волокон в некоторых случаях являющимися продуктом переработки вторичнsых ресурсов.
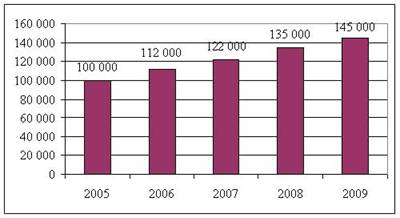
Стоит обратить внимание, что предлагаемый материал экологически чистый. В связи с возрастанием количества химически стимулированных аллергических и онкологических заболеваний, вызванных фенолоформальдегидными смолами, входящими в изделия из ДСП (древесностружечных плит), которые настолько плотно вошли в нашу жизнь, что окружают нас повсюду: и в быту, и на работе. Фактор отсутствия формальдегидных смол, соединений хлора, дружественность к окружающей среде, является весьма значимым в продвижении продукта из ДПК на рынке. Так например поданным Hackwell Group рост производства ДПК в Германии за один 2005 год увеличилось на 100% и составило более 10 000 тонн. В целом динамика роста с прогнозом на 2009 год рынка ДПК представлена в таблице
|
Виниловый сайдинг  Поливинилхлорид (ПВХ) нашел широчайшее применение во всех областях человеческого существования. Великолепная стойкость, технологичность, химическая инертность привели к широкому распространению этого материала, в том числе и в строительстве. Оконные и дверные профили, фурнитура, сантехоборудование, всевозможные пленки и покрытия и, наконец, панели для обшивки фасадов, получившие названия «vinil siding» (виниловый сайдинг). Поливинилхлорид (ПВХ) нашел широчайшее применение во всех областях человеческого существования. Великолепная стойкость, технологичность, химическая инертность привели к широкому распространению этого материала, в том числе и в строительстве. Оконные и дверные профили, фурнитура, сантехоборудование, всевозможные пленки и покрытия и, наконец, панели для обшивки фасадов, получившие названия «vinil siding» (виниловый сайдинг).
Виниловый сайдинг представляет собой отформатированные из поливинилхлорида панели толщиной около одного миллиметра, имитирующие дощатую обшивку внахлест. Фактура поверхности чаще всего имитирует дерево. Краситель вносится в массу материала до формования. Форма панелей немного отличается у разных производителей и в различных сериях у одного и того же производителя. Длина панелей чаще всего около 300-400 см всего от 20 до 25 см.
С одной стороны панели имеют ряд отверстий для прошивки гвоздями и выступ замковой части, обеспечивает крепление панелей друг к другу. С другой стороны панель загнута во внутрь, этот изгиб и является ответной частью замка. Панели монтируются внахлест, замковая часть верхней входит в зацепление с выступом на нижней. Затем панель крепится к основанию гвоздями или саморезами.
Технология производства винилового сайдинга
Виниловый сайдинг производится методом экструзии. Суть этого метода состоит в том, что расплавленный компаунд, состоящий из винилового порошка (пудры) и необходимых присадок, продавливается через профилирующее отверстие, после чего, остывая, сохраняет приданную ему форму.

В настоящее время используется как метод моноэкструзии, при котором панель формуется из однородного компаунда, так и метод коэструзии, при котором панель по толщине состоит из компаундов различного состава. Это позволяет более распределить по объему панели присадки, призванные улучшить те или иные качества материала. Внешний слой – capstock – обеспечивает стойкость материала к климатическим и атмосферным воздействиям, а внутренний – конструкционные свойства. Являясь более сложной технологически и требуя более совершенного и дорогостоящего оборудования, эта технология позволяет за счет более рационального использования модификаторов, стабилизаторов и других ингредиентов, определяющих свойства материала, снизить стоимость сайдинга.
При этом, естественно, речь идет о сравнении многоэкструзионого и коэкструзионного материалов с приблизительно одинаковыми эксплутационными характеристиками. Толщина внешнего слоя обычно составляет 20-25% от общей толщины материала.
Следует различать коэкструзионный сайдинг из чистой (первичной) виниловой пудры и сайдинг, произведенный из ПВХ вторичной переработки, так называемый Grey - back сайдинг. При его изготовлении, стремясь максимально снизить себестоимость, в компаунд, предназначенный для формирования внутреннего слоя, не вносятся пигменты и часть других присадок, что сильно ухудшает эксплутационные внутреннего слоя, не вносятся пигменты и часть других присадок, что сильно ухудшает эксплутационные характеристики такого материала. Более того, так как при изготовлении вторичного сырья путем переработки используются отходы различных производств (дверные и оконные профили, и т.п.), свойства такого компаунда сильно отличаются от оптимальных. Применение подробного материала ограничено районами с мягким климатом и типом строений, при возведении которых на первый план выступают соображения экономии, а не срок службы или эстетические показатели.
Безусловно, важным фактором качества сайдинга является его способность не менять окраску под воздействием солнечных лучей. Одним из основых стабилизирующих компонентов, отвечающих за стойкость пигментации, является диоксид титана. Из-за того что он имеет интенсивный белый цвет, сайдинг с высокой стойкостью к выгоранию выпускает мягких тонов. Чем более яркий цвет имеет материал, тем ниже его стойкости к выгоранию.
Таким образом, безусловным лидером по соотношению качество/цена является виниловый сайдинг мягких оттенков, произведенный по коэкструзионной технологии из первичного винила. При этом следует отметить, что большинство производителей сайдинга на Европейском рынке выпускают именно коэкструзионный материал из первичного винила.

Моноэкструзионные материалы уходят в прошлое из-за неэффектного использования дорогостоящих компонентов, а продукты вторичной переработки постепенно перестают пользоваться спросом из-за снижения себестоимости качественных материалов.
На всех этапах производства очень важен компьютерный контроль. Автоматизация производства на таких участках технологической цепочки, как изготовление компаундной смеси с точным весовым контролем за количеством того иного ингредиента, экструзионный процесс и финальное формирование ленты, позволяет крупнейшим производителям быть на голову впереди в таких направлениях, как однородность состава панелей, стабильность геометрических параметров и окраска.
Свойства винилового сайдинга
Виниловый сайдинг устойчив к природным факторам старения. Материал легко переносит такие воздействия, как высокая влажность, умеренно кислая или щелочная среда, перепады температур. Он не впитывает влагу, не коробится под воздействием солнечных лучей и не гниет. Его можно применять в диапазоне температур от –50 до +50°С. Кроме того, материал экологически чист и биологически инертен.
Монтаж винилового сайдинга
Виниловый сайдинг можно применять практически на любом фасаде. Он прост в установке, что позволяет работать с ним даже при отсутствии специальных навыков и инструментов. При монтаже панели просто защелкиваются одна за другую и закрепляются шурупами, саморезами или гвоздями. Монтировать сайдинг можно не только на металлическую или деревянную обрешетку (подконструкцию) при устройстве вентилируемого фасада, но и непосредственно на фасад (если материал фасада это позволяет). В этом случае использования деревянной обрешетки необходимо обеспечить пропитку ее специальным антипиренновыми и антисептирующими составами, призванными обеспечить защиту дерева от гниения, плесени и придать предать древесине пожарную стойкость.
Расположенные в верхней части панелей отверстия для крепежа имеют удлиненную форму для компенсации перемещения материала вследствие теплового расширения. С той же целью крепежные элементы должны оставлять панелям свободный ход, что в случае, например, крепления гвоздями достигается путем оставления зазора в 1,5-2 мм между шляпкой гвоздя и поверхностью панели.
Помимо основных фасадных панелей для монтажа, необходимы дополнительные комплектующие элементы – так называемые аксессуары. Они служат для обрамления оконных и дверных проемов, оформления углов здания, различных архитектурных элементов фасада, а также выполнения узлов примыканий и соединения различных поверхностей. Особенно это важно в случае обустройства вентилируемых фасадов. Конструктивное решение узлов может быть различным, но в любом случае должно быть тщательно проработано применительно к конкретному элементу.
|
|
Совет:
Некоторые производители, чтобы уменьшить себестоимость материала, во внутренний слой добавляют отходы ПВХ-производства. Отличить такой сайдинг можно, сравнив его внутреннюю и внешнюю стороны. У качественного материала они должны быть близки по цвету, продукт недобросовестного производителя изнутри грязного серо-коричневого цвета. При переплавке нарушаются характеристики конечного продукта, следовательно, хромает качество. Такой сайдинг должен стоить дешевле.
|
|

| Статистика |
 |
|
